摘要:提出了一種薄板拋丸清理裝置,其中薄板拋丸清理裝置,包括,吹丸裝置,設置于所述薄板拋丸清理裝置的一端,用以吹掉拋丸后殘留下來的殘留物;回收螺旋輸送器以及拋丸清理室,拋丸清理室外壁上安裝有4臺拋丸器,且拋丸器設置為與工件的拋射角度成α°,且滿足20°≤α°≤40°;采用相同布置方式的4臺拋丸器同時拋丸,工作效率大大提高,同時薄板的變形量能較好地滿足下一步工序的要求。
關鍵詞:薄板;拋丸清理裝置;處理工藝;
拋丸設備主要應用于鑄造業鑄鋼、鑄鐵件的表面粘砂及氧化皮的清除以及軋鋼行業表面氧化皮的清理,幾乎所有的鑄鋼件、灰鑄件、瑪鋼件、球鐵件等都要進行拋丸處理,在一般鑄件生產中,拋噴丸清理是發現鑄件表面缺陷如皮下氣孔、渣孔以及粘砂、冷隔、起皮等的必不可少的工藝手段。薄板(鋼板厚度為1mm≤δ≤3mm)的應用比較廣泛,造船廠、發電廠等都有大量需求,并且板面平整度要求比較高。由于現有
拋丸機對于薄板的處理工藝及方法存在缺陷,使得薄板拋丸處理目前普遍存在變形,且變形產生后由于丸料沖擊形成的內應力幾乎無法消除,導致薄板材料報廢,很多制造商采取化學處理除銹的方法,成本高,效率低,還會產生化學污染。因此,開展薄板拋丸處理的技術相關研究就顯得更加重要。
1現有相關技術存在的主要問題
目前的薄板拋丸清理裝置主要存在以下問題:
(1)拋丸機行業現在使用的薄板
拋丸清理機拋出薄板(1.0mm≤δ≤3.0mm)變形量比較大,達不到目前生產工藝要求;
(2)現有一種普通薄板拋丸機是采用拋丸器斜射薄板的方法,這種方法適用于低生產率、低拋丸速度(0.3m/mim≤v≤0.8m/mim)的生產場合,如果生產率要求高的話往往無法使用;
(3)拋丸器的拋射角度不可調整,致使薄板工件部分區域無法清理;由于拋丸帶角度,主要散射方向的丸料飛行到薄板的距離長短不一,使得各部位薄板受力不一致,容易導致薄板變形;
(4)由于拋丸器對稱設置,斜對角的拋頭在未有薄板進入(也即空拋)時,會出現拋頭對打的現象,極大的損傷設備,降低使用壽命。
2技術改進措施
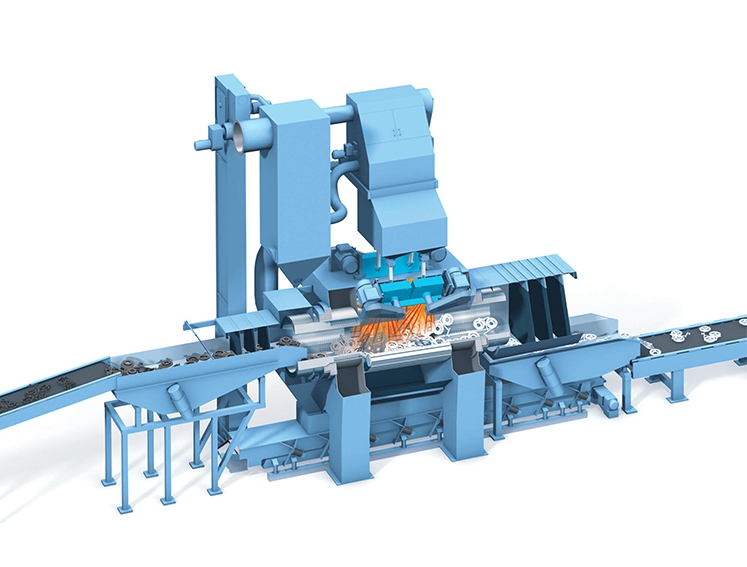
如圖1為改進后的一種薄板拋丸清理裝置示意圖。其中,所述的薄板拋丸清理裝置主要包括:吹丸裝置1、回收螺旋輸送器2、室內輥子9以及拋丸清理室3。

圖1、改進的薄板拋丸清理裝置示意圖吹丸裝置
1設置于所述薄板拋丸清理裝置的一端,用以吹掉拋丸后殘留下來的殘留物。其由高壓風機及其管道、軟管與噴嘴等組成,并且,噴嘴的朝向按“八”字形排列;同時,根據流體力學的原理,將噴嘴的形狀設計為圓口形,使噴口流量較大化,因而提高了設備的自動化程度和吹丸效率,降低了能耗。
拋丸清理室3的外壁上安裝有4臺拋丸器31,且分左右各兩臺合理布置,拋丸清理室3的外壁上設有若干個供拋丸穿過的孔,使得拋丸能夠從各個角度對工件的表面進行清理。拋丸器31設置為與工件的拋射角度成α°,且滿足20°≤α°≤40°。同時,設置相對的兩臺拋丸器31距交匯于A點,且他們分別到A點的距離為S1、S2,薄板厚度d為1mm≤δ≤3mm,滿足S1+d=S2,但根據拋丸能量損失計算,3mm能量損失約為0.3‰,可以忽略不計,近似地認為S1=S2。拋丸器31分別布置在上下兩面,薄板8置于室內輥子9上面,并通過輥子驅動沿水平方向前進。
拋丸器31包括:葉輪311、結合盤312、電動機313、分丸輪314、定向套315、葉片316、導丸管317、耐磨護板(3181、3182、3183)、護罩319等構件。所述定向套315固定在護罩319內,其具有一個窗口,且能夠通過調整定向套315而調整該窗口的方向。定向套315的內部固定安裝有分丸輪314。分丸輪314上具有一個入口和四個窗口。所述導丸管317位于護罩319的一側,且導丸管317的一端與分丸輪314的該入口相連通,另一端連接供丸系統,其中,供丸系統中設有供丸閘,用以調節拋丸流量,且便于維修。護罩319的另一側安裝有葉輪311,所述葉輪311上安裝有多個葉片316,葉片316分布在定向套315的圓周外側。葉輪311與電動機313的輸出軸通過結合盤312相連接,并由電動機313驅動該葉輪311旋轉。
此外,在結合盤312與電動機313之間還安裝有密封盤3121。在護罩319內還安裝有用于防止拋丸過度損壞護罩319的耐磨護板,耐磨護板包括位于護罩319內側頂部的頂護板3181、位于護罩319內側側邊的側護板3182和位于護罩319內側端面的端面防護板3183。工作時,彈丸由導丸管317滾入分丸輪314中,預加速后經定向套315預設好方向的窗口拋出,葉片316繼續對其加速,進而調整拋射達到工件上強力打擊,以達到清理的目的。
拋丸器31具有結構簡單、維修方便、占用空間小等優點,葉片316不需要螺釘、銷子、彈簧卡等任何夾具固定,而是將葉片316從葉輪311中心插入葉輪槽內,當葉輪311旋轉時,依靠葉片316產生的離心力及葉片316上的凸臺結構固定。
圖2中拋丸清理室3為多室組合體,由主室體32和副室體33組成,拋丸器31布置在主室體32的外壁上,主室體32的前后兩側均為副室體33,副室體33均為密封室體并內設有鋼板與多層橡膠簾屏蔽,以防止彈丸亂飛。同時拋丸清理室3內有一定負壓,防止塵埃外逸。拋丸清理室3內設有耐磨鑄鐵鋼板,以保護室體壁板免受磨損,延長室體使用壽命數十倍以上;同時可以利用彈丸的反射功能,繼續有效的打擊工件表面,提高清理質量與清理效率,在清理錐形集丸斗上裝有網狀物,以阻隔雜物,保護螺旋輸送機,便于維修人員維修。拋丸室體內護板采用耐磨包鑄螺母遮蓋與栓接,保護螺絲不受損壞,拆裝更換方便。此外,為防止彈丸飛出,拋丸清理室3內設有防護裝置。
薄板拋丸清理裝置還包括隔艙4、回丸室5、升降氣缸6和高壓反吹風機7,其中,回丸室5設置于所述吹風裝置1的下端;而升降氣缸6與所述高壓反吹風機7相連接。
如圖2所示,拋丸器31的拋頭與薄板8橫向方向無角度,丸料散射方向到薄板的距離基本一致,受力比較均勻,解決了現有技術中由于丸料飛行到薄板8的距離長短不一,使得各部位薄板8受力不一致,導致變形的缺陷。

圖2 拋出丸料與薄板距離示意圖
為了使要處理的薄板上下打擊力度相同的情況下,*先我們要對拋丸器31對工件的拋射角度α進行設計如圖1所示,經過實驗研究證明拋丸器31對工件的拋射角度20°≤α°≤40°時效果較好。因為,當α°<20°時,小于20°會出現丸料反彈互射;當α°>40°時,丸料反射角大會影響副室壽命,同時表面拋打力度降低,增加損耗。丸料拋射交匯于A點,且他們分別到A點的距離為S1、S2,薄板厚度d為1mm≤δ≤3mm,S1+d=S2,根據拋丸能量損失,計算,3mm能量損失約為0.3‰,可以忽略不計,近似地認為S1=S2。拋丸器31上下對稱,且拋頭旋向以及供丸量上下對稱,保證了薄板8在Z方向上下受力相等。
3結語
采用本文提出的薄板拋丸清理裝置及處理工藝,在丸料、丸量及相同的拋丸力度情況下,能夠使薄板工件的變形量大大減小,同時由于采用了相同布置方式的幾組拋丸器同時拋丸,工作效率大大提高,拋丸器的拋射角度能夠調整,使薄板工件的整個區域都能夠清理干凈


 魯公網安備 37021102001299號
魯公網安備 37021102001299號